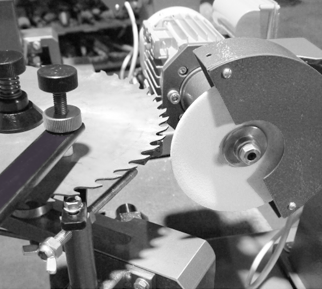
Как Вы уже знаете, необходимо следить за своевременным затачиванием пил.
Работа тупыми пилами приводит к их непригодности через быстрый прирост радиуса закругления режущих граней зуба. В результате этого в процессе заточки происходит ликвидация слоя твердого сплава с целью удаления закруглений. Гораздо эффективнее и экономнее затачивать пилы чаще.
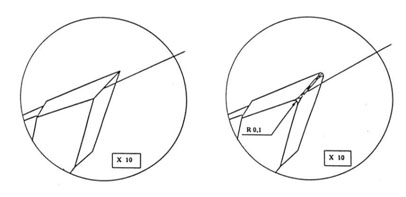
На рисунке показана острая и тупая режущая грань и вершины зуба.
Вершины лезвий зубьев тупятся чаще, чем режущие грани. Затачивание происходит до момента получения желаемого эффекта, т.е. до получения острых вершин.
В ГОСТах указаны условия эксплуатации (какой объем распиловки материала допустим до заточки, какой должна быть скорость вращения пилы, т. д.), технические требования, параметры, гарантии, стойкость для всех видов инструмента.
Нас интересует понятие стойкости, т. к. она показывает, как часто необходимо затачивать дисковую пилу.
Стойкость определяется качеством инструмента, определенной совокупностью физико-механических, конструктивных и геометрических параметров и условиями эксплуатации. Влияние этих факторов на стойкость различно по силе и направлению. Указанные условия определяют стойкость как случайную переменную величину. Она может принимать для одного и того же инструмента в одинаковых условиях эксплуатации различные значения. Обычно для характеристики величины стойкости пользуются некоторым ее средним значением.
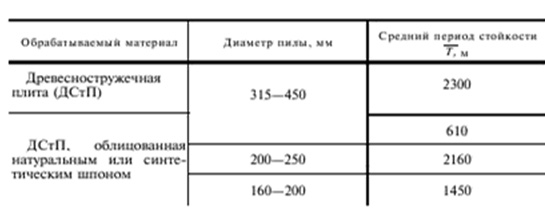
Так, по ГОСТ 9769-79. «Пилы дисковые с твердосплавными пластинами для обработки древесных материалов.» надежность пил определяют по среднему периоду стойкости, указанному в м:
Примечания:
1. Показатели надежности указаны для пил с пластинами из твердого сплава марки ВК6. При оснащении пил пластинами из твердого сплава марки ВК6-ОМ показатели надежности умножают на коэффициент 1,1, а из сплава ВК15 - на 0,7.
2. Пилы диаметром 315-450 мм применяют при операции раскроя, диаметром 200-250 мм - при форматной обрезке, диаметром 160-200мм - при подрезке пласти.
3. Показатели надежности пил приведены для обработки древесностружечных плит, не содержащих лигносульфоната (сульфитный щелок на аммониевом основании).
Т.о. после распила указанного количества материала дисковые пилы необходимо затачивать.